
一 、组织规格
该织物经线为100D/72F的FDY涤丝,加捻2000T/M,纬线为40D氨纶和100D/72FD TY涤纶的空包丝,加捻900T/M,上机门幅176CM,下机门幅162CM,经向头纹7600根,纬密32梭。成品门幅115CM,纬密39梭,纬弹36%,克重量118克/平方米。
二 、工艺流程
翻布缝头一一平幅纬缩一一预缩一一脱水、开幅一-预定形一-连续碱减童机
减童 一 半成品定形打卷一印花一蒸化一绳状水洗一脱水一舒适性柔软整理一检验、包装。
三 、前处理
1.平幅纬缩
该织物纬向具有氨纶,若白坯直接进染缸,氨纶在绳状织物中强烈收缩,会使织物产生不可回复的给纹,所以先要将织物在平幅状态下使氨纶产生预收缩,使用专门设计的平幅纬缩机是非常有效的方法,平幅纬缩机示意图如下:
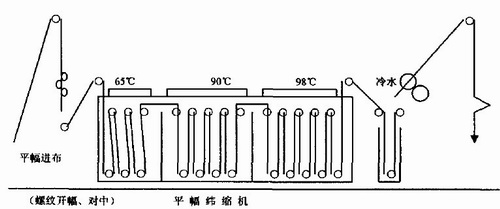
布必须经过螺纹开幅和对中装置平幅进人多级纬缩箱,防止进布跑边产生给纹。纬缩箱内水温是逐级提高,分别为65℃,90℃,98℃,以防止纬向收缩过快,纬缩不匀造成的给纹,车速为35m/min,出布经冷水冷却后轧水落布,使布身达到常温,堆放在布车内不会产生给印。纬缩后织物门幅从163Cm缩至126Cm左右。
2. 预 缩
平幅纬缩后,纬向产生了一定的收缩,但纬向收缩还不充分,经向收缩不多,雪纺织物风格― 给效应还没形成,坯布上污演仍没去除,作为印花织物还需打底色(漂白),所以平幅后还要进行预缩。预缩的目的是去除污渍,打好底色,使织物呈现雪纺给效应风格。设备为高温高压“J”型染色机,HD型喷射染色机,最好采用高温高压旋转式水洗机,给效应好。
工 艺 配 方:
增 白剂 PS-1 :0 .2% owf
Na oH 36。Be‘: 4 % owf
精练剂 CJ-108: 0. 6g /1
金属离子封闭剂:0.3g/I
浴 比 :1:12
温度 X 保温时间:120℃X 20分
升温要慢,在85℃时保温5分钟,95℃时再保5分钟,整个升温过程50分钟,保证预缩的均匀性.预缩后门幅为95-105CM,经向收缩23%左右出现了雪纺特有的给效应。
3. 脱水
使用离心脱水机绳状脱水6分钟,要保证充分脱干,有利于稳定质量,提高定形车速,降低能耗,并可省去烘干.。若脱水不干、不均匀,预定形后织物尺寸就不稳定,较湿的部分门幅偏小,如果放慢定形车速或提高温度,湿的部分门幅达到要求了,但干的部分弹力严重损失,故要引起重视。
4. 预定形
弹力雪纺的预定形对质量有很大影响,预定形温度低于185℃,门幅尺寸稳定性不够,温度高于215℃,又容易影响弹性,经过反复试验,预定形温度控制在200℃,车速55m/min,超喂16%,采用韩国日星七级烘箱定形机,进布门幅控制在102CM,出布门幅控制在114CM,保证落布半成品门幅在113CM,这样才能保证减量后门幅稳定不收缩,弹性大,手感好。要注惫预定形条件切不可过强,过大的出布门幅、过高的温度或过长的定形时间,都会严重影响织物的弹性。
5. 碱减量
为了稳定质量,提高产盈,我们采用日本花山CS6-CR5- 1800平幅导辊式连续碱减量机,工艺过程为平幅进布-浸轧热碱液-上下导辊式汽燕箱碱减t反应-高效平幅水洗(五级)-轧水湿落布。轧碱槽碱浓度为36。Be‘,轧液率90%.轧孩温度60℃,有利于提高车速,燕箱容布120米,汽蒸温度125‘℃,车速20 m/min,减量率为27%-29%,使用导辊式连续碱减量机减量,布面平整无给印,可降低后定形条件,有利于保护织物的弹性,适宜纬弹织物加工,另外工艺控制方便,质盆稳定,生产速度快,产量高。
6. 半成品打卷
为了提高印花质量,我们对半成品预定形采用大卷装打卷落布,这样布面平整,印花经向白条少。热定形打卷工艺条件为:
定形打卷温度180‘C
定形车速 55m /min
超喂 10%
进布门幅 110CM
出布门幅 116CM
打卷后半成品门幅为115CM,
四 、印 花
1.配方与操作
弹力雪纺较普通雪纺紧密得多,印花比雪纺容易操作,使用分散染料印花,配方如下:
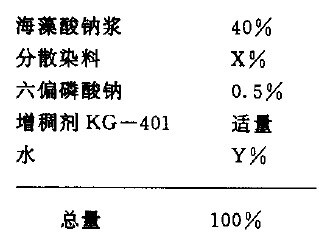
平网印花 、圆网印花均能顺利生产,我们采用日本东伸7000型平网印花机和德国MBK2050型全自动圆网印花机生产。印花操作与涤纶仿真丝产品相同。
2.蒸 化
采用意大利阿利奥里有底燕化机,容布童300M,温度控制为175℃,车速43m /min,蒸化时间7min,湿度控制在蒸汽流量800Kg/hr,控制较高的湿度可降低燕化温度,提高发色效果,得色量高,色泽鲜艳,并有利于提高织物的纬弹性。
3.绳状水洗、脱水
为了提高水洗效果和改善手感,采用韩国产绳状连续水洗机,工艺过程为:平幅冲洗--J 型堆置膨化-八级绳状挤压水洗-轧水落布。在第四、五级水洗箱中加保险粉1 g/L和净洗剂0.5 g/L,5-10分钟左右定时补加一次,深色5分钟、浅色10分钟补加一次,该二级水温控制在75℃,增加水洗效果和提高色牢度。该水洗机容布量大,约2000米,从进布到出布逆流水洗,历时30分钟左右,中间又有加热,每级水洗箱内设有6个轧水点,轧洗后水洗效果非常好,手感柔软,色泽鲜艳。
由于是薄型织物,为提高脱水效果,我们采用离心脱水机脱水,脱水效果比平幅轧水好得多,进一步提高了水洗效果,并有利于提高柔软整理的均匀性。
五 、舒适性柔软整理
该织物是纯合纤织物,为提高档次应进行舒适性柔软整理。试验发现氨基硅柔软剂虽然柔软效果很好,但有太滑和强疏水性的缺点,经过反复对比,我们选择了亲水性改性氨基硅自交联柔软剂SM-201,经过该助剂整理,涤纶织物的亲水性提高,有一定的抗静电性,手感蓬松柔滑,舒适性好,整理工艺如下:
活性硅柔软剂SM一201: 2 0g /L
柔软剂 C F-17 :0一5g/L
定形温度: 185‘C
定形车速: 67m/min
超 喂: 8%
出布门幅 :116cm
为了提高悬垂度,可少I添加柔软剂CF-17,该产品为氨基硅微乳液柔软剂,柔滑度好,但对织物的亲水性有影响,所以用量控制在5g/L以下。
弹力雪纺成品经检验,纬向拉伸弹性>36% ;缩水率经向一0.2%,纬向一0.7%;悬垂性系数16.2 % ;水洗色牢度变色4级,沾色4-5级,摩攘色牢度千、湿均为4-5级;克重量118克/平方米。该产品手感柔软.富有弹性,悬垂性好,穿着舒适,可和真丝绸媲美,深受客户欢迎,是一只很有前途的新产品。
来源: 傅 继 树
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











