
【集萃网观察】【引言】按照印花前织物的形态,纺织品印花可分为布匹印花、裁片印花和成衣印花。布匹印花是将整匹布印上图案后再进行裁剪;裁片印花是将服装裁剪后,在裁好尚未缝制的衣片印花;成衣印花则是服装终身制好后再进行印花。从20世纪80年代开始至本世纪初,纺织品印花的格局出现变化,服装局装印花得到了快速的发展,而传统的匹头印花(绸)却相对下降。这种变化的有力证据是,我国纺织品出口结构变化:印花成衣的出口在这个时期里急剧上升。然而,我国印花布的产量依然年年创新高,目前我国的印花布产量占全球30%以上,傲居世界首位。而就整个纺织品印花行业的份额来说,成衣印花虽然发展神速,但也占不到整个印花行业产量的10%。印花布的发展相比较而言没那么神速,却显然稳居行业产量的首位,是纺织品印花行业的擎天柱……
一、印花布在低速发展中占有庞大的产业份额
二十世纪末在全球纺织产业链中,受市场时尚的需求影响,纺织和染色生产量有了上升趋势,相反印花布的增长却产生了负面影响。据欧洲一家知名公司的近两年全球调查,全球印花布的产量仅以每年1%的缓慢速度增长,这一增长速度在全球范围内各地差别很大,欧洲和美国将部分生产转移至亚洲和中东地区,特别是亚洲地区仍然是高速增长,方兴未艾。据统计,2001年全球印花布产量达186.8亿米,其中亚洲占50%,西欧占11%,拉美占10%,北美占9%,非洲占8%,中东占7%,东欧占5%。
由于受本地经济不振和环保要求的影响以及亚洲和中东地区低价印花布的压力,欧洲和北美印花布的产量从1999年至2001年出现了持续下降趋势。我国2001年印花布生产43亿米,在亚洲占了首位,到2004年,我国的印花布产量已经达到81亿米,同比增比33%,当年出口额达7.4亿米。印花布在低速增长的同时,技术含量有了明显的提高。从粗放型和劳动密集型逐步转变成集约型和科技密集型的产业,最突出的是铜辊印花机已很少使用,手工描稿也基本被计算机电脑CAD取代,劳动强度大大减轻,人员大量减少。
印花产品是直接面对消费者的喜好,时尚性很强,选择性很大,在市场经济中适销或滞销最为敏感。而正是这种特性,使得成衣印花和印花布拥有了不一样的进行步履。成衣印花和裁片印花相对于印花布,属于小批量生产类型,它的可以灵活机动地追逐消费者的喜爱,成衣印花甚至可以进行现场印花。印花布身为传统印染行业的大批量产品,它在花型花色等和消费者喜好息息相关的元素上,往往是滞后的,并且它无法和成衣印花一样拥有机动性。这样一来,印花布生产在面对市场消费变动时,是被动的。这种被动对一些印花布生产商来说,自然而然会带来冲击。而印花布生产多是大中型企业在进行,成衣印花和裁片印花却可是各种规模的企业却可以胜任的,小至个体户小作坊,所以后面的迅猛发展也在情理中。
但印花布的多用途却决定了它的需求只能高居不下,高需求则决定了它虽然是以低速度发展,却依然是一个惊人的产业份额。印花布的用途有三种:用做服装面料、用做装饰用布以及用做工业用布。而工业技术的发展则使人们可以在各种材质的布匹上进行印花。若以材质分类,有丝、棉、麻、棉麻、麻粘、丝锦、人造棉、混纺布、弹力布、灯芯绒等材质的印花布,无一而足。有数据显示,在亚洲地区,印花布用做服装面料的比例达71%,用做装饰用布占22%,而用做工业用途仅占7%。中国是当今世界最大的以各类服装为主的纺织品出口国,印花布的生产毫无疑问是行业链里的重要一环。
二、印花布的一般生产情况
1.印花布最终用途
由于全球汽车工业和其他新兴工业附加值高、利润大,这类工业用布(TECHNICAL TEXTILES)印花布不断扩大,而2001年面料(CLOTHING)和装饰用布(INTERIOR TEXTILES)略有下降,综合全球三类最终用途的比例是:面料54%,装饰布38%,工业用布8%。其中亚洲地区主要是服装面料为主,比例较高占71%,拉美地区以装饰布为主占60%,中东地区也是装饰布为主占72,北美地区装饰布仍保持50%。(见表1)
表1. 全球部分地区印花产品最终用途比例

由于各国生活水平和工业发达程度差异,工业用布比例相关很大,如北美工业用布达20%,其他地区均不算高,在5-8%之间。我国2000年综合三类产品测算比例是面料67%,装饰布20%,产业用布13%。
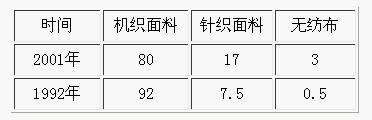
2.机织、针织印花布和无纺布比例及使用原料情况
全球从1992年到2001年的十年,针织面料和无纺布都有很大增长,而机织面料下降很大,几乎减少了12%。尤其是西德针织面料的市场份额达22%,比全球针织面料平均17%还高出5%。(见表2)
表2. 全球机织、针织面料、无纺布比例
全球2001年棉纤维面料仍是印花布中比例最高的占54%,聚酯纤维面料由于纤维质量、品种、性能不断开发和改进,因此仍占有相当高的比例占22%,粘胶纤维面料2001年和1997年比,没有多大变化,基本都是7%,但是和1994年13%相比,下降了5%。(见表3)
表3. 全球织物用纤维原料比例%
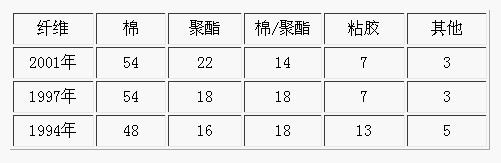
中东地区粘胶纤维及其长丝交并交织的织物占有很高比例为23%,超过全球平均7%的水平,这种粘胶纤维面料在东欧市场也很俏比例达21%,相反这些地区聚酯纤维织物使用率却不高,中东地区为5%,东欧为12%。
3.印花布幅宽
全球印花布成品幅宽平均177厘米,指128厘米至185厘米,这类幅宽为数量最多占78%;185厘米至240厘米占9%;240厘米至320厘米占13%。亚洲地区以中国为代表177厘米窄幅数量最多,主要是亚洲地区以服装面料为主;中东地区以装饰印花布为主,以巴基斯坦为代表,280厘米至320厘米约占90%。所以幅宽是和最终用途有关,从全球看总的趋势今后将缓慢地向阔幅转化。
4. 每一个花样的色位和每一色位的印制数量
全球平均一个花样是6套色,北美和西欧的套色数却在减少,如北美1994年平均为7.9套色,至2001年已降至5.9套色;西欧1994年平均为6.9套色,如今也降至5.9套色。恰恰相反拉丁美洲从1994年的5.1套色增至2001年的5.9套色,远东更是从1994年的6套色增至2001年的7.3套色。主要是远东和拉丁美洲地区以出口为主,要满足进口地区客户追求多花样和小批量的需求,就得是买方市场说了算。
印花布每一色位印制数量,全球平均已从1992年的4160米下降至2001年的2235米,下降幅度40%。拉丁美洲的印花批量在扩大,主要是美洲的装饰布转移到拉丁美洲,批量大小还是和最终用途有关。欧洲地区有的批量相当小,有的公司一个色位甚至低到400至500米。
5.印花使用的染料
全球印花布使用的染料主要是涂料、活性、分散三大类,涂料2001年的45%比1997年52%下降7%;活性染料2001年的30%比1997年27%上升3%;分散染料2001年的19%比1997年的17%上升2%,这和使用聚酯纤维增加有关。(见表4)
表4. 全球使用大类染料比例 %

三、印花布中的文化符号:蓝印花布
随着生活水平的提高,大众对美观的要求也随之提高,从而使印花布总的来说既是工业产品又是工艺产品,不仅要求好用且要好看。其中,至今乃是我国的一种国粹的蓝印花布已经成为一种文化现象,成为一门工业艺术。
蓝印花布是传统的镂空版白浆防染印花,距今已有一千三百年历史。它的印染方法全部手工操作,是把镂空花版铺在白布上,用刮浆板把防染浆剂刮入花纹空隙漏印在布面上,干后浸染靛蓝数遍,晾干后刮去防染浆粉,即显现出蓝白花纹。
蓝印花布源于秦汉,兴盛于唐宋时期,《图书集成》卷中记载:“药斑布-以布抹灰药而染青,候干,去灰药,则青白相间,有人物、花鸟、诗词各色,充衾幔之用。”明清之际,药斑布已普遍流行于民间,所以《古今图书集成》物产考曰:“药斑布俗名浇花布,今所在皆有之。”《光绪通州志》记载:“种蓝成畦,五月刈曰头蓝,七月刈曰二蓝,甓一池水,汲水浸入石灰,搅千下,戽去水,即成靛,用以染布,曰小缸青。”
药斑布和浇花布就是我们常称的蓝印花布。这种蓝印花布有蓝地白花和白地蓝花两种形式。蓝地白花布只需用一块花版印花,构成纹样的斑点互不连接,例如:梅、兰、竹、菊。白地蓝花布的制作方法,常用两块花版套印,印第一遍的叫"花版",印第二遍的叫"盖版"。盖版的作用是把花版的连接点和需留白地之处遮盖起来,更清楚地衬托出蓝色花纹。另一种印制白地蓝花的方法,是以一块单独的印花版衬以网状物,花版的纹样无需每处连接,刻好后用胶和漆将花版粘牢在大面积的网状物衬底上,然后再刮印浆料。有的蓝印花布还是双面的,这就需要在正面刮浆干透后,利用拷贝桌在反面对准正面纹样再刮浆一次,这样染后就可得到双面的蓝印花布。
江苏南通是蓝印花布的发源地,而蓝印花布也是南通最具代表性的民间工艺品之一。南通民间蓝印花布始于明代,流传至今。经过一代代民间艺人尤其是当代民间工艺家的不懈努力,从单一的土布制品走向多种面料的制品,从生活实用型走向实用、装饰多种类型、从田野阡陌走向城市都会,达到了它前所未有的辉煌。
蓝印花布成为历代中国平民最为普及的手织,手工印染纺织品,虽然没有丝绸华贵,但其艺术成就并不逊色,同宋代的青花瓷器相比较,其深刻的文化品味和蓝白分明的艺术格调是何等的相似。它散发著民间传统文化艺术的淳风之纯美,使人回味无穷。用这种古老的传统文化遗产制作的各类服装及各种工艺品,旅游用品,不含对人体有害的化学成分。使用它仿佛又回到我们祖先生活的自然世界,这是任何现代工业产品无法替代的,故深受人们的普遍喜爱。
四、印花布的图案及其发展
源远流长的蓝印花布成为印花布中的一种文化,它的图案就是这文化最直观的表征。追溯起来,蓝印花布的图案也是我国最早的印花布图案。这些图案组织大体上可分为折枝散花,团花,缠枝花以及四方连续的满地花等。从图案的构成变化及技法的处理来看,它继承了我国印染工艺的优良传统;它的结构疏密均匀,舒适融和;它的造型简洁完整、朴实、健康,线条简单明快;它的颜色虽然多是单色,但善于运用点、线、面的不同艺术效果,宾主呼应。更可贵的是这些花纹真实地刻划出不同物象的感觉,如花瓣圆润,叶脉挺秀,老干苍劲,嫩枝流利等等,富有艺术性。
而如今,印花布它们的花型设计正日渐被重视,花型设计甚至成为版权保护的一部分。什么样的花型什么样的风格才可以适合时兴和潮流,这已经是印花布的一个大课题。服装用印花布为例,和成衣印花不一样,印花布在消费市场上往往被戏称为“大路货”,所谓“大路货”,指的是老少喜欢,城乡皆宜。总的来说,印花布图案的设计需要遵循城乡二元化的规律。首先在色泽上,面向乡镇的印花布一般要求鲜、浓、亮、深,而城市则要求文静雅致。在花型上,城市喜欢几何形图案的多,喜欢红红绿绿的“朵朵花”花布较少,而农村则相反。
事实上,身为印花布生产大国,我国的印花布图案是有着自己独特的发展历程的。
在我国,机器印花布是年鸦片战争结束,五口通商之后才出现的,在这之前人们的服装用布除了蓝印花布,图案多是在染好的布上绣出来的。五口通商之后,机器印花布开始输入我国,当时俗“洋布”。这些“洋布”,有俄国的“罗宋”花布,有英国的“花羽绸”、“太妃缎”,还有美国的印花绒布和日本的低档产品。当时“洋布”销售对象主要是城市,尤其是大城市。1926至1937年间,外国人陆续在在我国开设了印染厂。最早是英国在上海浦东开办的“纶昌厂”;其次是日本在上海药水弄开办的“内外棉厂”,还有日本开办的“美华厂”。这时花布的风格,大部分是东洋或西洋的色彩。并且逐步产生了深色花布,销往农村。那时 “条花”、“空心花”、“麦花”,还有 “朵朵花” 等都行销一时。1930年以后,开始出现中国人自办的印染厂,最早的是上海印染厂、达丰印染厂和中央印染厂。1940年,由于二战在欧洲全面爆发,进口到中国的“洋布”减少,国内印染厂有了发展,厂家渐多。品种也有增加,印花布销售面逐步扩展。印花布的花型图案的设计也渐渐得到了初步的发展。建国后,随着全国印染厂不断增多。印花布图案设计也成为一项美术活动之,从此印花布图案设计真正受到人们的重视,并被视为印染厂生产印花布的―个重要环节。
1950年纺织工业部召开了印花布花纹图案设计座谈会,1956年又召开了全国印花布设计、生产、销售工作改进会议,,颁发了《加强对印花布花纹图案设计的领导》等文件。政府的推动和引导,使我国印花布图案在哪个特殊的年代呈现出百花齐放的局面。不论在图案风格上、表现技法上、生产方法上都得到了发展和创新。出现了各种新的印花布图案。既有浓厚的民族民间特色的,又有健康的吸取了国外技法长处的,既有栩栩如生的写实性花纹,也有富有装饰性的图案纹样,既有奔放泼辣的,又有工整精巧的;既有茁壮朴实的,也有纤细秀丽的;既有浓艳夺目的,又有文静宜人的;既有繁荣多彩的,也有素色清雅的;既有自然流露的,又有沉着含蓄的,既有错综密满的,也有稀疏清爽的;既有如抄如绸的,也有似呢似绒的等等。
如今,印花布图案设计已经属于实用美术的范畴。它和文学、音乐、绘画、雕刻一样,具有艺术的特质。
参考文献:陶启贤《世纪之初全球和我国印花技术的发展趋势》
编撰:吴元亮
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











