
【集萃网观察】摘要:设计了测算四色印花染料颜色表现空间的方法。使用电脑测色配色仪和模具设计软件(solidworks),通过实验分别计算和比较两组活性染料的颜色表现能力。发现所选用的两组染料在颜色表现方面可相差9。2%。此方法也可用于染料颜色适用性的判断,能定性判断所需颜色能否产生。
纺织品四色印花技术是在纺织品上表现图案色彩的一种较新的方法其技术源自于彩色印刷利用颜色混合原理。应用点阵印花新工艺。将图案通过分色制版分解成青、品红、黄、黑(或相近的颜色)四基色,将不同比例、不同排列的基色点阵叠印。利用人的视觉综合效应使色点形象组成各种颜色。成为图案。达到在纺织品上再现原稿的目的从原理上。四基色按不同比例混合可获得无限多的色彩,但由于印花筛网密度有限。能形成的颜色数量是有限的为了能较好地表现图案的各层次的颜色和色彩的真实感。除了需要对所使用的染料在颜色、牢度、配伍性等方面进行筛选。四色印花技术面临的一个很重要的问题是四个颜色的染料组是否具有较好的颜色表现力本文以印花织物颜色数据库为基础,用一组(四个颜色)染料通过颜色数字合成的方法,计算出染料组能在L*a*b*坐标上表现的颜色空间边缘点,以solidworks建模软件进一步处理颜色数据,得到染料组能拼出的颜色空问大小由比较各种颜色染料组合能达到的最大颜色表现力。为四色筛网印花染料颜色的选择提供一个有效的方法
1实验
1。1材料
织物:全棉,107cnl40x40,120x60精梳府绸半制品
染料:汽巴克隆红P―BN;汽巴克隆金黄P一2RN:汽巴克隆蓝P‘B:科华素印花黑Excel Black conc;科华素印花红P―B;黛棉丽黄P一3RLT;黛棉丽艳蓝P一3RLNT
1、2设备
MU562A型磁棒印花机。北京纺织机械器材有限公司
1。3工艺
1。3。1印花处方
处方(%):染料(owf) x
尿素 10
防染盐S 1
碳酸氢钠 3
海藻酸钠浆 5 0
水 x
1。3。2印花工艺
制浆--,~p花一烘干(80℃,5min)一汽蒸(102℃,7min)一冷水洗一热水洗一皂洗(95℃。5min)一冷水洗一熨平。
1。4颜色测量和合成颜色的预测
印花织物的颜色测量和合成颜色的预测使用GretagMacbethColor―Eye7000A型电脑测色配色仪颜色使用L*a*b*值表征。
1。5颜色表现空间数据处理
织物颜色的a术b测量值和合成值经Mastercam软件和Solidw0rks2004软件做空间曲面的建构与体积的计算。分析染料组能表现的颜色空间大小和形状。
2结果与讨论
2。1染料数据库的建立
本文选用两组染料建立染料的基础数据库。第一组由汽巴克隆红P―BN、汽巴克隆金黄P-2RN、汽巴克隆蓝P_B和科华素印花黑Excel Black conc组成;第二组由科华素印花红P―B、黛棉丽黄P一3RLT、黛棉丽艳蓝P-3RLNT和科华素印花黑Excel Black conc组成。
首先每只染料色浆的质量分数分别按0。5%、1%、1。5%、2%、2。5%、3%、3。5%、4%8档,依照印花工艺进行印花。制得色样。用电脑测色配色仪分别对各单色样按照浓度梯度逐一进行测色。建立染料印花颜色合成用的数据库。
2。2 L*a*b*颜色表现空间体的构建
CIE L*a*b*颜色空间是目前纺织行业广泛使用的表色系统L*a*b*颜色空间是由一个明度因数L*和两个色度因数a*、b*组成的。L*=0分量的范围从0到100。L*=0时为黑色,a*从绿色变化到红色,b*从蓝色变化到黄色。它们的值在一120~120之间。
2。2。1颜色合成预测值的计算
取每组染料红、黄、蓝三原色中的两个,按设计好的拼混比例算出应使用的染料用量。将染料用量值输入配色软件。计算出该比例混合染料能印制出的合成色(L*、a*、b*值)。
染料拼混时。总用量从0。0001%~4%分为13档。表1所示是汽巴克隆金黄P一2RN(以下简称金黄P一2RN)与汽巴克隆红P―BN(以下简称红P―BN)染料在总用量为2%的条件下。计算得到的不同拼混比例的L*a*b*值。

表2所示是汽巴克隆蓝P―B(以下简称蓝P―B)与红P―BN染料在总用量为2%的条件下。计算得到的不同拼混比例的L*a*b*值。
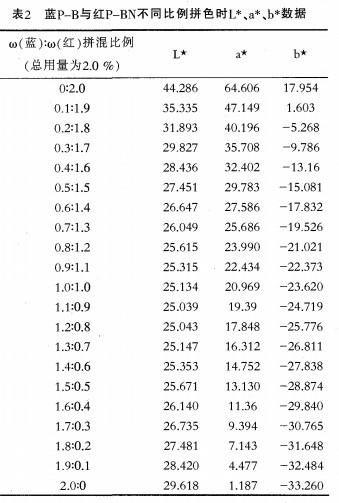
表3所示是蓝P―B与金黄P一2RN染料在总用量为2%的条件下。计算得到的不同拼混比例的L*a*b*值。
2。2。2染料拼混等浓度颜色曲线
根据表1、2、3数据可画出总用量为2%的不同染料比例混合的等浓度颜色曲线如图1所示。从图中可以看出2%的等浓度曲线由三部分曲线组成。1#、2#、3#是分别由表1、2、3数据得到的曲线。以此方法可以分别获得染料总用量为4%、3%、2%、1%、0。5%、0。4%、0。2%、0。1%、0。05%、0。01%、0。0007%、0。0003%、0。0001%时等浓度条件下的合成颜色曲线如图2所示。


四色印花是通过调节三原色和黑色的比例形成绚丽多彩的图象效果为了使色彩的显示更厚实丰满。需要加入黑色染料来调节明度变化为了组成一个颜色空问的封闭体。在染料总用量为4%时调节染料的不同比例再分别加入用量为0。05%、0。15%、0。35%、0。6%、1%、2%、3%、4%、5%的科华素印花黑ExceL Black coiLc。染料。组成一个封闭的曲线图形表4为金黄P-2RN与红P―BN在染料拼混用量为4%时再加入用量为0。05%的科华素印花黑ExceL Black coiLC(以下简称科华素黑)后的L*a*b*值。
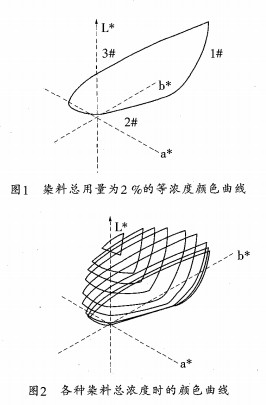
依照上面同样的方法。在蓝P―B与红P-BN、蓝P―B与金黄P一2RN分别以4%的用量按不同比例混合后,再分别加入用量为0。05%、0。15%、0。35%、0。6%、1%、2%、3%、4%、5%的科华素黑。计算得到合成颜色的L*a*b*值。用这些数据作出染料等浓度条件下的合成颜色曲线如图3所示。图3中最外一层为三原色染料两两拼混总用量
为4%时。加入0。05%的科华素黑后,绘制颜色曲线。随着加入黑色染料的增加,明度也越来越小,其在图中的颜色曲线环越来越小。
图4中等浓度合成颜色曲线是图2和图3两组合成颜色曲线之和。是构成闭合体的基础。
2。2。3曲面和实体的生成
使用soLidworks中曲面建构命令连接图4中的曲线。生成曲面图5是金黄P一2RN与红P―BN拼色所得色空间的曲面图6为该曲面在a*、b*平面上的投影,图7为该曲面在L*、b*平面上的投影,图8为该曲面在、a平面上的投影图。
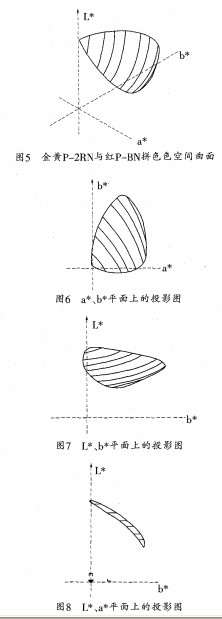
图5中a*到b*变化时的几条近似平行的弧线表示金黄P-2RN与~P-BN在染料总用量一定。比例不同时形成色点的光谱轨迹方向表示金黄P-2RN与红P_BN两种染料在染料总用量从0%到4%变化时的明度变化。L*轴上的顶点为棉布未印花时的色度坐标总用量越低则明度也越高由图6可以看出由这两个染料拼色时,其在、b*平面上的颜色变化区域较广。远远大于其在L*、b*和、a*平面上的变化范围从图中还能看到两个染料拼混。总用量不变时。L*值变化不大黄、蓝或红、蓝染料互拼时隋况也是如此这证实了这些染料拼混时主要产生色调变化。
将制作好的曲面通过软件缝合。生成封闭曲面:再使用填充实体命令生成实体。然后用软件测量命令计算实体模型的体积。图9是用红P―BN、金黄P一2RN、蓝P―B、科华素黑四种染料构建的色空间的立体示意图。

通过同样的方法用科华素印花红P―B、黛棉丽黄P一3RLT、黛棉丽艳蓝P一3RLNT、科华素印花黑ExceL B1ackcO11(3四种染料构建色空间得到如图10所示的立体示意图通过soLidworks软件直接测出二者的体积,其中第一组染料(图9)为2。37~105体积单位;第二组染料(图10)为2。59~105体积单位。
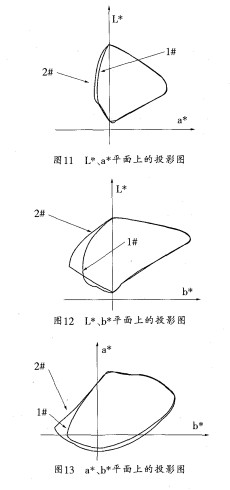
从上述体积数中可看出第二组染料体积要比第一组大一些,相差9。2%。由于体积大小表征染料的L*、a*、b*值在空间覆盖的范围,色空间的体积越大。所能够拼色的色彩范围越广所以理论上第二染料组的颜色表现范围比第一组要大一些为了更好地比较两个立体空问的形状。可通过投影图作比较从图11L*、a*平面上的投影图可以看出两组染料拼色空间区域基本一致。只是第二染料组在绿色方向拼色比第一组稍大些。从图12L*、b*平面上投影图可得到第二组在蓝色区域(b*方向)比第一组区域明显大。从图13a*、b*平面上的投影图也可看出第二组比第一组的投影面大。这进一步说明了第二组染料比第一组染料的体积大、色域广。有较大的颜色表现空间。因此第二染料组能适应颜色范围更大的四色印花应用。
此外,在实际生产中也可以此来判断四色印花染料的适用性。对于所需表现的颜色。可首先通过电脑测色仪测出L*、a*、b*值,然后输入S0Lidw0rks软件中,与该染料组的颜色表现空问进行比较若样布的L*、a*、b*空问点在颜色表现空问体范围内。则可认为该组染料可拼色出所需的颜色。否则。可能超出了四色印花染料组的颜色表现范围。需要改变染料组合。
4结论
本文设计了测算四色印花工艺中染料颜色表现能力的方法。以汽巴克隆红P―BN、汽巴克隆金黄P一2RN、汽巴克隆蓝P―B、科华素印花Excel Black conc。四种染料为例。使用SoL*idworks软件进行颜色表现空问的构建。证实了其可行性计算出汽巴克隆红P―BN、汽巴克隆金黄P一2RN、汽巴克隆蓝P~B、科华素印花Excel Black conc和科华素印花红P―B*、黛棉丽黄P一3RLT、黛棉丽艳蓝P一3RLNT、科华素印花黑Excel Black conc两组染料四色印花的颜色表现空问,前一组染料颜色表现空问体积为2。37x105单位,后一组染料颜色表现空间体积为2。59x105单位,后一组染料体积要比前一组大一些。相差9。2%该方法也可用于判断所需颜色能否印制。这对四色印花生产过程中的染料颜色选择具有指导意义。
来源 胡婷莉,屠天民,李戎,戴瑾瑾
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











