
1 含氨纶针织布的印花加工流程
织造开幅打卷→松布→(汽蒸)→预定形→前处理→(染色)→印花→蒸化→水洗→脱水→烘干→定形。
2 分色设计稿的处理方法
计算机分色画稿,首先要根据织物的品种、弹力的大小、花型的回位、套数、印花方式(直印、拔印、防印)、深浅层次复色,以及把画稿缩放到符合生产要求的规格。
2.1 印花尺寸的缩放
在回位允许的条件下,根据不同面料的氨纶含量缩放尺寸,制定印花车速、保持印花后的花型形态。一般棉氨纶中的氨纶含量在3%~5%之间时,图案的经向放大l3%~l8%,纬向相对可以缩小3%左右;氨纶含量在6%~l5%时,图案的经向放大20%~26%,纬向缩小5%左右。经向放大的比例要考虑到印花车速的快慢,所以制定描稿工艺的同时,必须考虑到整个印花过程的条件设计。在制稿的同时已经制定了圆网印花的各项参数。以上数据的印花速度控制在30~40m/min之间适用,如果印花速度在50m/min以上,那么花形的经向伸长比例要求更大,但是一般印花速度在40rn/min以下,无论在花形还是质量方面都比较容易控制。
2.2 计算机分色时不同印花工艺中花型复色位的处理
针织布与梭织布相比,织造较为疏松,渗透性较好。所以,在处理画稿时与梭织布印花稿略有差异。在针织布的染料直接印花中,印浆的渗透性都比较好,一般复色8~16丝,在印花设备的机械精度允许的情况下,以8丝好,保证印花精度,同时在处理叠色印花时,尽量减少满盖的三复色,防止印花压糊;防印印花有涂料防活性和活性防活性,涂料防活性工艺中,因为涂料印花边缘不容易化开,印制涂料的分色稿,大小按照彩稿要求画,而活性花稿满盖涂料之上;活性防活性印花时,防印的那套单色稿必须收进8~16丝,使印制后的图案与彩稿相符;拔印印花时,与底色相接的套色边缘,必须收小16~24丝,拔印的套色尽量不要互相满盖复色,但可以把白色的部分整体复盖在与之相接的印花套色上,可以增加有色部分的色彩明亮度,又不会产生因拔印而产生的白边。在分色描稿的处理方面,除了上面与印花效果有关的要求外,总的处理原则是符合原样的精神,把花稿的风格在布面上重演。
2.3 考虑到制网的方法
描稿的收放尺寸还和制网的方法不同有关。目前,各公司使用较多的是喷墨制网和喷蜡制网,也有的还保留着用菲林制网。相对而言,喷墨制网较喷蜡制网精度稍差一点,因为喷墨制网是使墨汁在室温条件下湿喷到圆网上面再进行曝光,墨汁有一个铺开的过程,影响了画稿的精度,缩放复色或单色边缘时,必须考虑这部分的原因。当然,制网室的温度和湿度是必须保持恒定的。
2.4 镍网网目的选择
根据花型精细度和对不同面料厚薄的渗透性的要求来选择镍网的网目,镍网是印花必不可少的材料,目前常用的镍网网目有40、60、80、105、125、155等。镍网的透浆率是一个重要指标,当然,实际的过浆量还和浆料的黏度、刮刀或磁棒的大小及压力、印花速度、面料等多种因素有关。但与梭织布相比,针织布布纹较粗糙,因此印同样的花型,用于印制针织布上选择的网目较梭织布的可大一档。50目主要用金、银粒装饰印花,60目用于大面积底色印花,80目用于胶浆、水浆等较粗花型和大块面印花,l05目主要用于平整面料的精细套色,125目、l55目主要用于印花特别精细的花型。如果是毛圈布的拉毛绒或是天鹅绒的印花,印花精细度会受到布面纹路的影响,再高的网目都难以体现印制精细花型的效果,主要还是考虑印花的渗透性为主。所以,镍网网目的选择主要还是要根据各厂的具体情况而定。
3含氨纶面料的前处理手段
3.1 预定形
由于氨纶为了改善在纺丝时运转性能,在织造过程中使用了硅油类润滑剂和其他助剂。这些助剂随着时间的推移会自然降解致使纤维泛黄,织物的弹性下降。同时含氨纶面料在长期储存中会形成“冷定形”,使织物在后加工中产生无法消除的永久性的折皱。所以,含氨纶针织布除了减少仓储时间外,
更重要的是织造后立即开幅后平幅卷装。避免产生压折痕的机会。
含氨纶针织物,下机后其纤维内部的氨纶存在一定的织造时形成的内应力。所以,预热定形的目的就是为了通过面料的一张一弛的过程而消除应力,使织物的尺寸充分稳定,消除织物在后加工中出现永久性的折痕。如果在圆筒织造时形成的线圈,第二个线圈在第一个线圈的左面,那么预定形时进布方向也应该左面前7%~10%(相对幅宽),使得和成品的扭度保持一致。
因此,最佳的预定形方案为:松弛→汽蒸(没有汽蒸条件的轧热水80℃) →超喂预定形→(进入面料前处理→定形→印花)。大多数染厂因为没有汽蒸设备而直接轧水进入定形,当气温在10度以下时(冬天),面料上易产生折痕。面料通过汽蒸箱松弛后再进行定形,会收到满意的效果。热定形温度以l85~190℃之间为好,定形时间45~60 S。定形温度过高,会使织物泛黄。同时如果织物上的杂质和助剂因受焙烘的影响而部分降解,其降解物质一旦迁移到纤维内部产生斑痕,那么这些斑痕在后道加工中就很难去除,染色时纤维内部的油斑会首先吸收染料,而在保温移染过程中又没有能够及时跑出来而形成染深斑,即使再进行剥色重染,还会残留在面料上,所以,切忌195℃以上的高温预定形,同时还会影响氨纶牢度。定形时的幅宽比坯布拉宽l0%~l5%,让其在染缸中前处理时有一个充分的回复,使面料内应力完全消除。
3.2 前处理
需印花的针织布也要经过前处理,去除棉渍杂质和油脂蜡质等,增加面料的白度和提高织物的润湿、吸水性能,从而达到良好的印花效果。前处理工艺可以分为两大类,即传统的碱处理和现代的生物酶处理,生物酶处理符合环保加工要求,但是目前对增白或漂白要求高的面料还很难满足要求,所以常规的碱处理工艺还在广泛地运用,含氨纶织物前处理后的水洗逐步降温是十分必要的,防止突然降温引起纤维收缩产生折痕。
3.3 半制品的定形要求
半制品的定形,必须根据原设计的工艺进行,一般来说定形幅宽较成品幅宽宽3%~5%左右,经向缩率控制在成品要求的缩率以内,贴布的伸长等于描稿时放大的比例。如果是单面针织布,那么还需要桨切边及最佳扭度的控制,减少因扭度而产生的印花纬斜。浆边的宽度约lcm,断点浆。不宜太薄或过厚,太薄了起不到应有的作用,太厚了会影响近布边的印花效果。涂料印花由于停留在布面的固浆相对地会增加面料的平方米克质量,所以在幅宽、缩率符合的条件下,克质量可以偏轻一点。
4 圆网印花的操作方法
4.1 缝头
缝头时首先检查面料的正反面,缝头前要先沿织造线切边,两边对齐放平,用拷边机缝头后的面料摆布整齐,便于上机印花。
4.2 进布和印花速度
根据含氨纶针织印花面料的性能选择热缩树脂或贴布浆贴布,调节进布吸边器、剥边器,吸尘器,调节好进布张力,含氨纶针织布贴布张力以最小为标准,进布幅宽缩小3%~5%以内,关掉吸尘器。进布时张力均匀、布面平整,防止纬斜。含氨纶的针织布圆网印花,由于其面料的弹性不仅受到贴布张力的影响,还受到车速快慢的影响。所以,即使贴布张力几乎没有,由于车速的变化而产生的瞬时拉力会使面料产生不同的伸长,根据实践测试,印花车速在20 m/min以下时,贴布幅宽缩小1%~2%,经向伸长3%~5%:印花车速在20~25 m/min时,贴布后幅宽缩小2%左右,经向伸长5%~10%:印花车速30~35 m/min时,贴布的幅宽缩小2~4%,经向伸长l2%~l8%;印花车速在35~45 m/min时,贴布的幅宽4%~6%,经向伸长18%~25%;当车速大于45m/min时,贴布幅宽缩小7%以上。当然在幅宽缩小的同时,经向随之伸长一定的比例。因此,含氨纶针织面料的圆网印花,印花速度以30~40 m/min较为合适,过快的车速不利于产品质量的控制。何况,圆网印花的图案回位受到一定的限制,与平网印花不同的是圆网印花的回位是定长制的。必须根据已经放大的比例,严格控制车速,否则由于针织布贴布尺寸的可变性,造成印花后的产品花型尺寸变形,甚至匹与匹不同,因此在圆网制作时已经确定好了印花速度,不能在以后的操作中任意改变。
4.3 圆网印花的压力和磁棒(刮刀)的选择
印花时网筒内浆料高低位适中,细茎、小面积花存浆少一点,大块面花存浆多一点。雕印花样每二到三小时蒸样一次,检查印花质量。也可以在一定量的坯布中间接一块白布,用以定时检查雕印的印制质量和圆网质量。根据面料需要的上浆量来控制、选择压力和磁棒(刮刀),细茎、小面积花型选择磁棒10号或l2号,刮刀45~50 cm;块面花型选择磁棒15~20号,刮刀50cm;大块面印花选择磁棒25号,刮刀55cm。压力的大小随着花型由细茎到块面,由小到大配置。总之根据圆网印花机的性能调节好下浆量和渗透效果。
圆网印花由于速度较快,且雕印印花的色浆在深色布面很难用眼看清,所以三套色以上的拔染印花一般都在平网印花机上进行,只有一套或两套没有对色精度的雕印花形才可以上圆网印花。
4.4 印花工艺的制定
对于印花的工艺处方,决定于染料对不同面料的上色性能。例如活性染料的直接印花,在处方中不外乎需要浆料(褐藻酸钠)、活性染料、碱剂(小苏打或纯碱)、吸湿剂(尿素)。其中碱剂和吸湿剂的用量至关重要,关系到染料发色和上色纤维的能力及效果。因此,根据不同的面料,选择助剂的用量也随之不同。一股来说,棉或丝光棉较之人棉、莫代尔、竹纤维等无定形区较多一点,染料容易进入纤维,特别是尿素用量3%~6%即可;而人棉、莫代尔、竹纤维等纤维的结晶区相对棉纤维要多得多,所以尿素的用量最高需达到25%,才能在蒸化时吸收需要的水分,达到正常发色和良好的得色量。K型活性染料对莫代尔纤维的上色能力也相对受到限制,达不到色泽的浓艳度,P型或PX型活性染料就能达到良好的上色性能。
4.4.1 氨纶印花织物活性工艺
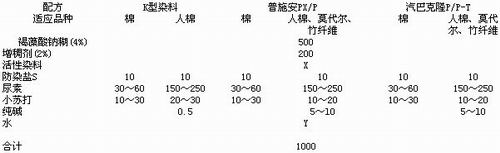
表 1
4.4.2 拔染印花工艺
a.冲淡浆的制备和操作步骤
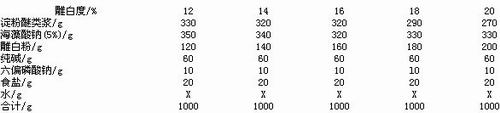
表 2
操作步骤:按处方先把淀粉醚浆和海藻酸钠浆混合,加入六偏磷酸钠、食盐、水等,搅拌30~60min。再加入纯碱粉、雕白粉搅拌至均匀。制备好的冲淡浆用碘液滴定法定量分析雕白度并做好记录。以便调浆时正确拼混。各工厂根据需要配制几种不同配比雕白度的冲淡浆,为调制印花浆创造方便的条件。
b.各类拔白浆的工艺处方及操作步骤

表 3
如果采用中性雕白,则处方中纯碱的用量可降低到2%。纯棉针织品还原染料雕白浆工艺处方用于底色的雕白,底浆用白浆可以保证拔白度,因为淀粉醚类和海藻酸钠浆中都含有带黄色的色素,这将影响被雕底色的白度,用白浆会得到预期的效果,但是不少印花厂现在已经没有煮糊锅了,所以如果直接用淀粉醚类或褐藻酸钠,都将不能达到白糊精做底浆的白度,拔白浆中的增白剂必须是还原剂及电解质的。
具体的印花工艺已经在以前的关于“纯棉针织品的活性染料印花和拔染工艺的生产实践”一文中详细阐述了,这里不再重复。
4.5 印花后的烘干
严格控制好烘房温度,涂料印花以l40~150℃为好,在烘干的同时使黏合剂产生部分交联;活性印花l35℃左右,两边烘干均匀,如果烘干程度不一,那么蒸化后也会产生左右色差。绿、灰等敏感颜色更为明显;还原染料雕印印花125~130℃,既要防止烘不干而互相搭色,也要考虑温度过高使还原染料提早还原而影响发色。雕印印花随做随蒸,过长时间的堆置,会引起暴露在空气中的布面部分染料首先氧化,造成永久性色差;对于布面光滑的涤纶面料的印花,虽然有含固量比较高的糊料,但也不排除浆层容易拖开的可能性,印花落布后不能挤压、拖动或位移,自然落布成堆,然后进入蒸化机蒸化。遇到莫代尔、人棉等面料的活性染料印花,进蒸化机前最好喷雾给湿,使布面温度统一在室温状态,保持得色量的一致性和完整性。
4.6 蒸化和水洗
含氨纶针织布用连续蒸化机蒸化较圆筒蒸箱好,因为若在圆筒蒸箱蒸化,挂好的氨纶针织布不仅会在湿热的蒸化中纬向伸长变形,还有的拖到箱底,放大了圆筒蒸箱容易产生上下深浅的弊端,造成蒸化发色不匀。在长环蒸化机蒸化时,同样要注意进布张力要小,只要能带动布进入蒸化机即可。进布要平整,特别是雕印印花,布面不能折叠,否则在蒸化过程中会产生搭色、拖开等疵点。K型活性染料的蒸化时间10~14 min,温度102℃,饱和蒸汽进汽压力0.4~0.5 MPa;P型和PX型活性染料蒸化时问5~8 min,温度102℃,饱和蒸汽进汽压力0.4~0.5 Mpa;分散染料蒸化时间7 min,温度175℃。
含氨纶针织布水洗较一般针织布水洗更要注意整个水洗过程的经向受力问题。绳状的拉缸是最传统的水洗设备,比较适合洗涤针织布,但是遇到雕印印花织物,就会显示出其面料始终处于绳状状态的缺点,不可避免地会产生搭色。因此,用松式平幅加松式绳状连续水洗是当前比较好的针织水洗机,平幅状态的针织布通过喷淋水,能比较容易地使面料上的浆料膨化、洗去面料上的碱剂和一部分浮色后进入绳状皂洗或还原清洗过程,会得到良好的水洗效果。
4.7 成品定形
水洗脱水后的氨纶针织布,幅宽比成品要求缩小很多,在定形机上一次柔软定形往往达不到预想的要求,需要在松式烘干机烘干,让其自然预缩,然后再超喂成形,定形速度控制在20 m/min左右,让面料有充分的时间超喂成形。过快的定形车速会使面料产生两边紧、中间松的不平整状态。定形温度135~160℃即可,因为成品定形是在预定形的基础上给予稳定,过高的定形温度不仅会使面料泛黄或使部分柔软剂泛黄,而且会使氨纶失去部分弹性,产生不良效果。
5 结论
5.1 含氨纶的针织布的圆网印花,特别是拔染印花,一直以来是一个生产禁区,这关系到从彩稿的处理到印花的整个过程稍有不当,尺寸的稳定性、扭度和纬斜等问题接踵而来,造成无法挽回的损失。通过我们的实践,现在这个问题已经解决了,圆网印花机完全可以印制含氨纶的弹性针织布。
5.2 含氨纶针织布在加工过程中,最主要的是把握好各道工序中不产生褶皱的问题,这就要从织造开始做好每一步。
5.3 含氨纶针织布最终产品的克质量、幅宽、缩水率和扭度等要求的满足,除了织造的要求外,必须从预定形开始把握。否则,同样的织造规格,由于不同的加工手段,会产生不同的克质量、幅宽、缩水率和扭度。而预定形的幅宽控制和温度、速度起到决定性的作用。
来源:印染在线
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











