
【集萃网观察】2. 4 工艺讨论
(1) 轧尿素
使织物充分膨化, 提高布面渗透性, 增加得色量和色泽鲜艳度。一般在打底机上轧尿素。尿素用量对上染率和得色量影响大, 通过小样和大车试验, 尿素用量一般为染料用量2. 5 倍, 纤维才能充分膨化。为使染料扩散进入纤维, 保证活性染料的上染量, 试验测得尿素用量为100g?l 时, 纯碱用量15g?l, 得色量最好(见表1)。
(2) 汽蒸
由于粘胶纤维湿膨胀大, 故不宜在过热蒸汽中蒸化, 一般采用饱和蒸汽汽蒸, 湿度要大, 以保证粘胶的吸湿率, 由于染料分子向纤维渗透过程长, 需延长汽蒸时间, 一般到8- 10 分钟, 使染料充分渗透到纤维内部。
(3) 水洗
采用B 型活性染料印花, 后处理水洗可提高色泽鲜艳度, 保证手感柔软及色牢度, 常用一遍水洗即可完成; 对于深浓色的印花织物, 如黑、大红、深绿等色泽, 在净洗时必须加入0. 5- 1. 5g?l 防沾污剂。而采用K 型活性染料后处理一般要洗二遍, 即先冷水冲洗→温水洗→皂洗→热洗→温水洗; 然后再进行柔软处理, 轧柔软液→温水洗→烘干。
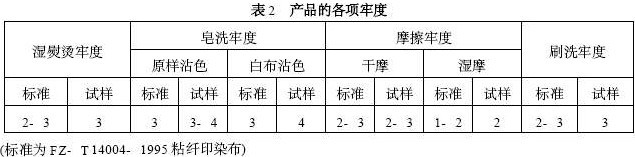
2. 5 印花产品的各项牢度见表2。
3 注意事项
1) 活性染料易水解, 宜先用温水调成薄浆, 再用85- 90℃热水溶解。碱剂用N aHCO3, 用量不能多,原则上控制在15g?k g, 用量多, 染料易水解。
2) 加工各工序尽量采用松式, 张力要小, 减小轧车压力, 印花时应采用低张力的圆网印花。
3) 染料, 助剂用量大, 不易溶解, 需采用热水溶解, 水尽量少用, 使色浆做得厚些, 以防印花时渗化。
4) 严格控制烘燥温度与车速, 不能急烘, 一般车速控制在20- 25m?m in, 烘燥温度不得超过130℃,防止手感硬质化, 以采用未接触式或松式烘燥为好。
B 型活性染料在人造棉印花上的应用, 如何采用最佳工艺, 进一步提高织物的色泽鲜艳度, 降低染料用量, 改善手感等, 还有待进一步研究。
来源: 印染在线
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











