
【集萃网观察】由表2可知: (1)影响染料印花得色深度的各因素顺序为:小苏打用量>蒸化时间>尿素用量>蒸化温度。 (2)据极差分析结果,选择l#工艺(小苏打2.5%、蒸化时问7 min、尿素8%、蒸化温度102℃)和2#工艺(小苏打2.O%、蒸化时间9 min、尿素10%、蒸化温度110℃)进行印花对比试验。 试验结果l#工艺的K/S值(12.315)优于2#工艺(12.296)。从得色率、节能和大生产印花工艺操作宽容性方面考虑,选择l#工艺。 3 印花大机生产实践 3.1工艺流程 白布印花→烘干→蒸化(102℃×7 min)→水洗→皂洗(皂洗剂2g/L,90~95℃×2 min)→水洗→烘干 3.2色位和工艺处方 1#蓝灰色 处方/% HQ―P 4B红0.5 HQ-P GR金黄 0.5 HQ―P 3R艳蓝 5 小苏打 2 尿素 8 防染盐S 1 海浆6% 50 六偏磷酸钠 0.5 水 x 2#深咖啡色 处方/% HQ―P 4B红 3.6 HQ―P GR金黄 3.0 HQ―P 2R藏青 2.0 小苏打 3 尿素 8 防染盐S 1 海浆6% 40 六偏磷酸钠 0.5 水 y 3.3设备 UNICA型磁棒圆网印花机(意大利Reggiani公司),3200型无底蒸化机(韩国大洋),平幅皂洗联合机。 3.4生产技术控制 (1)印花用半制品白布的毛效为8 cm/30 min,丝光钡值130以上,布面pH值为6―7。 (2)调制色浆时,首先要准确称料,操作要规范,色浆临用前加入碱剂并过滤。 (3)根据花样精细度、色位块面大小及所印织物吸浆量,分别选用80目和120目圆网。 (4)印花机磁力大小调控适宜,确保生产过程中给浆量稳定,保证印制效果。l#为块面花型,磁棒直径选用16~20 mm,磁力强;2#为点线花型,磁棒直径用10~12 mm,磁力弱。 (5)蒸化时车速要稳定,保证前后固色一致,以减少色差,防止蒸化水渍。 (6)皂洗要充分,特别是深浓色号,确保成品色泽鲜艳,各项色牢度达到要求。 3.5大机生产成品面料质量指标 成品面料质量指标测试结果如表3所示。 表3成品印花织物各项色牢度 注:按ISO 105-Eol--1994,ISO 105-C03--1989,ISO 105-x12--2001,ISO 105-E04--1994,ISO 105-E03--1994等方法测试 由表3知,HQ―P型系列活性染料印花纯棉织物的各项指标都能满足高档纤维素纤维织物外贸订单的质量要求。加工订单花型总量16 000 Ill,质量稳定性好,成品通过美标四分制检验合格率达97.5%,花样补印率为零,履约率100%。 4 结论 (1)化验室小样试验和大机生产实践证明,应用HQ―P型系列活性印花染料印制全棉织物,成品品质和工艺宽容性等俱佳,可满足高档印花布的出口要求。 (2)经ITS检测,HQ―P活性染料符合Reach法规和ISO牢度及环保标准要求,该系列染料理化性能和印花应用性能均达到国际先进水平。 参考文献: [1]陈荣圻.综述印花用染料(一)[J].上海染料,2007(1):1―8. [2]GB 2374~2403―80染料及染料中间体统一检验方法[S]. [3]李兴均,马养鹏.生态环保型活性染料的开发和应用[C].2007年第十届全国染料与染色技术研讨会暨信息发布会论文集:52一. [4]胡平潘,武祥珊,钱灏,等.筛网印花[M].北京:中国纺织出版社.2005. 来源: 印染在线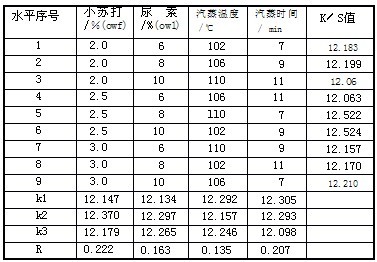
该文章暂时没有评论!
最新技术文章
点击排行
 安卓APP
安卓APP 微信号:yinhuashijie
微信号:yinhuashijie 手机版
手机版 《印花世界》杂志
《印花世界》杂志 微信群接入口
微信群接入口 客服
客服











