 手机版印花网
手机版印花网 微信号:yinhuashijie
微信号:yinhuashijie
集萃印花网 CCEDPW.COM 版权所有
E-mail:YONG_JIA@126.com
Copyright©2003- ccedpw.com. All Rights Reserved
粤ICP备09137305号 客户服务
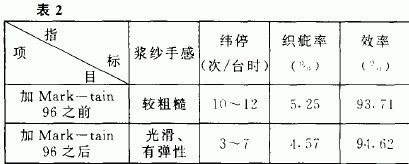
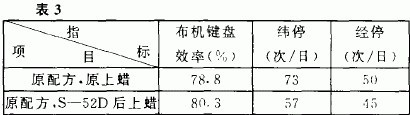
【集萃网观察】l 概述 在经纱上浆中,除常规的三大浆料一PVA、淀粉类浆料、丙烯酸类浆料之外,为了改善浆液性能,提高浆纱质量,还必须使用一些助剂,这些助剂针对不同的经纱结构和不同的织物品种而发挥着不同的作用。常用的助剂有分解剂、浸透剂、柔软剂、防腐剂、抗静电剂、吸湿剂、消泡剂等等。今天,随着浆料工业的进步,浆纱助剂也有了长足的发展,趋于多功能化、多用途化,助剂的种类和名称也有了新的变化,丰富多彩。如上海立明助剂有限公司的“SI MO一96短纤维浆纱油剂”,同时具有平滑、柔软、抗静电、消泡的作用;青岛开达公司的“DDF组合助剂”,具有“润化、柔软、抗静电和防腐等功能”,其“SA一1O0高效平滑剂”之中加有“防静电剂、保湿剂、乳化剂等添加剂”。所以,对织布厂来说使用更方便,浆料配方更简单,管理更容易。 2 助剂的选用 助剂虽然在浆料中仅起辅助作用,但其质量的好坏却直接左右着浆纱效果,其质量好的时候,对浆轴质量的影响是不太容易区分清楚的,甚至有些人可能认为哪种助剂的效果都一样,可是在其质量差的时候,对浆纱质量的影响却是很直接的。 2.1 现在的浆料厂家很多,产品的质量良莠不齐,所以对助剂的选择宜慎重对待。选择质量和信誉均较好,技术力量较雄厚的大企业应该是上策。大企业之所以做大,与其自身的技术水平,有效的质量保证体系和严格的生产管理是分不开的。 2.2 质量差的助剂对浆纱是很有害的。我们厂原来使用一种平滑剂,生产中发现浆油特别多,分析认为可能是这种平滑剂造成的,后来在检修烘房排汽风机时,发现风机罩内已集聚了大量的平滑剂,说明这种平滑剂极易挥发,且回滴在纱层上,产生油污,而没有起到应有的平滑作用。 某兄弟厂使用某小企业的后上蜡,初期使用时质量较好,但是没出几个月其质量逐渐变差,直到印染厂反馈坯布染色效果差,才恍然大悟。经检验,发现后上蜡中含有大量的矿蜡,使企业蒙受了损失。 2.3 助剂的质量必须稳定。批次之间的质量稳定是助剂质量的基本标志。批次之间的质量稳定与否直接反映着产企业的质量管理水平,反映着质量的受控程度,质量受控,则批次之间的质量波动小,质量指标值越集中;质量受控状态差或者不受控,则质量指标值的波动就大,集中值(均值)越不明显。所以,对指标值波动大的产品,否定之是明智的选择。 2.4 高支、高密、高难度产品必须使用质量好的助剂。高难产品纱支细、紧度大,所以织造时承受的张力和摩擦力相对较大,而浆液对高支纱的渗透量及浆膜的表面积又相对较小,即上浆量的绝对值较小,这就要求每种浆料都能较小的含量下发挥出本身的作用 于质量不好的助剂,其作用是很难有效发挥出来的。 3 助剂使用实例 我厂选用的助剂,本着质量稳定、生产厂家(供货方)稳定的原则,把好进货检验关,从而为我厂稳定的生产秩序提供了有力的保障。 3.1 关于抗静电剂 抗静电剂我们使用上海立明助剂有限公司的“Mark―tain963静电防剂”,其特点如下: (1)多功能性,适用于各种纤维。 (2)防锈性强,不侵蚀金属。 (3)水溶性良好。 (4)可单独使用,也可与其它助剂一同使用。 (5)不会使纤维变色等。 3.1.1 由于静电消除不良,1 15布机生产“T/J i ×45 llO×75 63”细布的梭口处纤维纠缠极为严重,导致严重的吊经及三跳疵点,在其它浆料成份未变的情况下,使用Mark―tain963,效果非常明显,吊经疵布率由8.49 下降到6.13 ,三跳疵点也大幅下降,在采用其他相关措施之后,吊经疵布率下降到了2.O3 ,布机效率由86 上升到了89 的水平。见表1。 3.1.2 经过使用之后,我们认为Mark―tain963具有以下优点: (1)能减少在干分绞区及浆纱与拖引辊、平纱辊摩擦中产生的静电,纱片排列均匀清晰,有利于提高穿筘效率及质量,提高好轴率。 (2)织造时,附着在纱线上的Mark―tain963之中的表面活性剂分子,由于亲水基向着空气,能吸附环境中的水分,在经纱表面形成水分子层,另一端疏水基向着纱线,阻止水分子进入纱线内部,这样不但降低了经纱的表面电阻,减少了静电,而且不至于使涤棉纱吸湿后,影响到浆纱的内层结构而产生棉球、并粘现象。 (3)化纤的动、静摩擦系数都高,加入Marktain963能起到柔软润滑作用,降低摩擦系数,减少静电。 3.2 关于平滑、柔软剂 这类助剂我们选用“SI MO一96短纤维浆纱油剂”,该油剂具有较强的平滑、柔软经纱的作用,是一种多功能的助剂。SI MO一96油剂在我厂的喷气品种上发挥了重要的作用。 3.2.1 喷气织机的织轴要求浆纱渗透好、被覆强、毛羽贴伏、表面光滑、弹性好、这样才能保证织造时开口清晰,经、纬向停台少,实现高效率。“SIMO-96油剂满足了这一要求,其用量我们掌握在主浆料的2-3 ,我厂的陕西省名牌产品JC4O x 40 120×110 67”防羽布,1995年以前我们一直使用纯化浆,浆纱的增强率达80 以上,经纱断头很少,布机效率可达92 ,但是浆轴并粘很多,浆斑疵布和松紧经疵布很高。之后,我们使用PVA加淀粉的混合浆,在选定了最佳配方之后,布机效率也达到了9O 以上,但浆纱手感粗糙,纬向停台较高,10―12次/台・时,使用SI MO一96之后,情况大为改变。表2为使用SI MO一96油剂之后的织造情况: 3.2.2 我们认为SIM0一96浆纱油剂有如下特点: (1)对纯棉、涤棉品种具有明显的平滑、柔软作用.浆纱的手感、弹性良好,浆纱、织布的飞花有所减少。 (2)对45 以下的涤棉细布、府绸类低紧度织物.有较好的抗静电作用,但对高紧度织物及45 以上织物能力不足。 (3)对淀粉类含量在50 以下的浆液有较好的消泡作用。但对含量在50 以上的浆液消泡能力不足。 3.3 关于后上蜡 浆纱后上蜡是提高织机效率的一项有效措施,对于喷气布机来说,车速高,经纱所受的摩擦力大,所以上浆率一般较高,浆膜就会发脆,需要加入柔软剂,但柔软剂的用量太大时,会降低浆膜的强度。因此.后上蜡的效果对布机的织造有一定影响。 3.3.1 2000年,我厂引进56台ZAX高速布机之后.浆纱质量成为攻关的重点,我们对后上蜡也做了一些试验,最后选定了美国孚敦公司的SIC0-2D腊片做为后上蜡,收到了良好的效果。 3.3.2 SIC0-52D 蜡片为薄片状润滑剂及柔软剂.产品中含有消泡剂、塑化剂及其它上浆过程中所需的助剂,可用于浆料配方中,也可用于后上蜡。 3.3.3 在其它条件完全相同的情况下,我们在JC、lOx 40 133×72 6 府绸上做了后上蜡试验,该品种一筘二人,在ZAX 布机上织造,速度700r/min,织造难度较大,试验结果如下表3。 可见,使用SICO一52D后上蜡之后,布机的经、纬停均降低,效率提高了1.%5。 3.3.4 选SICO-52D做为后上蜡之后,我们又做了一些其它的调整,ZAX布机的实际效率均达到90%以上,T/JC45×45 13 ×95 63”防羽布的效率甚至达97%。 3.4 关于防腐剂 对于含有淀粉,油脂和蛋白质等有机物的浆液,微生物的滋生是必然的,防腐剂做为一种传统的助剂一直在浆液中使用。但是经过我们的一组试验及几年来的实践,我们认为满足一定的条件,完全可以停用防腐剂。 3.4.1 这个试验很简单,将纯棉样布分成甲、乙两小组,每组八个样本。甲组采用4种不同配比的浆料配方:(1)原淀粉l00 ,(2)PVA:变性淀粉一60:40,(3)变性淀粉100 ,(4)PVA:变性淀粉=4O:60。每种配比的浆液又分为加防腐剂和不加防腐剂两种,共八种浆液。甲组的样本分别浸透这八种浆液,不沥于,迅速盛入塑料袋中,留一小口透气,置入织布车间。乙组的样本也分别浸透甲组的八种浆液,取出沥干到不滴浆,摊放在塑料布之上,同甲组一起置放在织布车间。 3.4.2 试验织布车间的温温度为:温度27~29 C,湿度70~74 3.4.3 试验结果,甲组从第六天开始,未加防腐剂的4个样本开始产生霉斑,第十天以后已全部发霉;而加有防腐剂的另4个样本,在第十二天试验结束时仍未见霉斑。乙组的样本,从第二天起就开始逐渐干燥,未见一例产生霉斑。 3.4.4 所以,我们认为在以下情况下可以不用防腐剂: (1)干燥的北方地区或干燥季节。 (2)配方中使用氧化淀粉(含有残余甲醛)的、配方中化学浆料的百分比大的、及使用其它含有残余防府剂的变性淀粉的。 (3)不需库存或周转较快的批次。 (4)生产车间及库房的温湿度调节能力充分.且采用国家要求的防潮包装的。 (5)出口有环保要求的国家。 (6)纯化纤的织物。 4 结束语 优良的助剂可以使浆料配方锦上添花,质量较差的助剂却会使浆料配方的效果大打折扣,甚至影响到坯布质量。我们使用的“Mark―rain963静电防止剂”,“SI MO一96短纤维浆纱油剂”,“SI M()一52D 蜡片”无疑是较成功的选择。 另外,面对节约挖潜,降低浆料成本的压力,有时我们不得不使用一些廉价的助剂。低廉的价格必然是低廉的质量,所以要慎重对待,避免因此造成不必要的损失。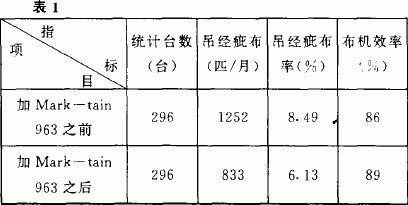
来源: 印染在线 作者:刘登科(西北国棉一厂)
